












Όλα τα Προϊόντα
-
Επεξεργασία δομικού χάλυβα
-
Βαριά επεξεργασία χάλυβα
-
Επεξεργασία χάλυβα μετάλλων
-
fabrications μετάλλων φύλλων
-
Υψηλή οικοδόμηση κτηρίου χάλυβα ανόδου
-
κατασκευή πλαισίων δομικού χάλυβα
-
Γέφυρα δοκών χάλυβα
-
Γέφυρα ζευκτόντων χάλυβα
-
Για τους πεζούς Overpass γέφυρα
-
Prefab πλαίσιο χάλυβα
-
ελαφριά διαμόρφωση χάλυβα
-
γαλβανισμένη δομή χάλυβα
-
Επεξεργασία ανοξείδωτου
-
Φωτεινός σηματοδότης Πολωνός χάλυβα
-
Υπερυψωμένες δομές σημαδιών
-
Χαλύβδινες τοξωτές γέφυρες
-
Προκατασκευασμένη γέφυρα δοκών
-
 Donald McwayneΤα καλά μέλη ομάδας προσφέρουν πάντα τον προϋπολογισμό εγκαίρως και απαντούν στις ερωτήσεις με την υπομονή, μεγάλη εργασία!
Donald McwayneΤα καλά μέλη ομάδας προσφέρουν πάντα τον προϋπολογισμό εγκαίρως και απαντούν στις ερωτήσεις με την υπομονή, μεγάλη εργασία! -
 Joseph ΑλέξανδροςΑισθάνομαι πλήρως σεβαστός κατά το λήψη με τη Grace και αυτή έδωσα πάντα τις καλύτερες συμβουλές. Η πρώτη batch των επιτροπών γεφυρών που αποκτώνται είναι μεγάλη επίσης. ευχαριστεί όλων.
Joseph ΑλέξανδροςΑισθάνομαι πλήρως σεβαστός κατά το λήψη με τη Grace και αυτή έδωσα πάντα τις καλύτερες συμβουλές. Η πρώτη batch των επιτροπών γεφυρών που αποκτώνται είναι μεγάλη επίσης. ευχαριστεί όλων.
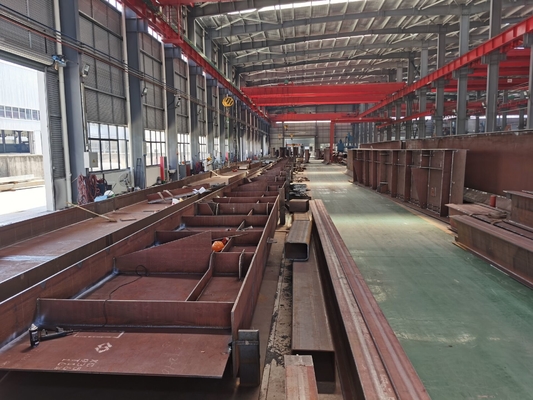
Παράλληλα πρότυπα διαδικασίας AS/NZS 1554 Αυστραλία κατασκευής πλαισίων δομικού χάλυβα ακτίνων





| Τόπος καταγωγής | Κίνα |
|---|---|
| Μάρκα | FASEC |
| Πιστοποίηση | CE, ISO, SGS |
| Αριθμό μοντέλου | HZFS |
| Ποσότητα παραγγελίας min | 20 τόνοι |
| Τιμή | USD1000-2600/ton |
| Συσκευασία λεπτομέρειες | πλόιμη συσκευασία στο εμπορευματοκιβώτιο ή το μαζικό σκάφος |
| Χρόνος παράδοσης | Σύμφωνα με τις ανάγκες του πελάτη όπως 2-3 μήνες |
| Όροι πληρωμής | L/C, T/T, D/A, D/P |
| Δυνατότητα προσφοράς | 100000 τόνοι το χρόνο |
Λεπτομέρειες
| Υλικό | Q355b χάλυβας | Βαθμός | Q355b |
|---|---|---|---|
| Τύπος | Βαρύς | Μέγεθος | Προσαρμοσμένος |
| Επεξεργασία επιφάνειας | Γαλβανισμένος ή χρωματισμένος | Χρώμα | Προσαρμοσμένο χρώμα |
| Εφαρμογή | Κατασκευή | ||
| Επισημαίνω | παράλληλη κατασκευή πλαισίων δομικών χαλύβων ακτίνων,Κατασκευές AS/NZS 1554 πλαισίων δομικών χαλύβων,Κατασκευές AS/NZS 1554 πλαισίων δομικών χαλύβων FASEC |
||
Περιγραφή προϊόντων
AS/NZS 1554 επικυρωμένη επεξεργασία κατασκευής δομικού χάλυβα της Αυστραλίας πρότυπα
Η συγκόλληση είναι μια διαδικασία παραγωγής και τεχνική για τα ενώνοντας μέταλλα ή άλλα θερμοπλαστικά υλικά όπως τα πλαστικά με τη βοήθεια της θερμότητας, υψηλής θερμοκρασίας, ή της υψηλής πίεσης. Υπάρχουν πολλές πηγές ενέργειας για τη σύγχρονη συγκόλληση, συμπεριλαμβανομένης της φλόγας αερίου, τόξο, λέιζερ, δέσμη ηλεκτρονίων, τριβή και υπερηχητικός.
Χειρωνακτική συγκόλληση τόξων και προστατευμένοι αέριο ενώνοντας στενά αναλώσιμα και εξοπλισμός του CO2
1. Το ηλεκτρόδιο πρέπει να είναι ξηρό σε ένα υψηλής θερμοκρασίας ξεραίνοντας κιβώτιο, και ο αριθμός χρόνων που το ηλεκτρόδιο πρέπει να είναι ξηρό δεν πρέπει να υπερβεί δύο φορές.
2. Η συσκευασία του καλωδίου συγκόλλησης πρέπει να είναι σε καλή κατάσταση. Εάν είναι χαλασμένο, το καλώδιο συγκόλλησης πρέπει να απορριφθεί μερικώς εάν είναι μολυσμένο, καμμμένος ή διαταραγμένος.
3. Η αγνότητα του αερίου του CO2 δεν πρέπει να είναι χαμηλότερη από 99,9% (αναλογία όγκου), η περιεκτικότητα σε νερό πρέπει να είναι χαμηλότερη από 0,05% (αναλογία βάρους), και το μπουκάλι πρέπει να σταματήσουν όταν πίεση στο μπουκάλι είναι χαμηλότερη από 1MPa.
4. Η τάση της μηχανής συγκόλλησης πρέπει να είναι κανονική, το επίγειο καλώδιο πρέπει να πιεστεί σταθερά, η επαφή πρέπει να είναι αξιόπιστη, οι λαβίδες καλωδίων και συγκόλλησης δεν πρέπει να βλαφθούν, ο τροφοδότης καλωδίων πρέπει να είναι σε θέση να ταΐσει το καλώδιο ομοιόμορφα, και ο σωλήνας αερίου πρέπει να είναι χωρίς διαρροή ή παρεμπόδιση αέρα.
Διαδικασίες συγκόλλησης εγκατάστασης και γενικές απαιτήσεις
Η γενική ακολουθία συγκόλλησης είναι: εγκατάσταση προθέρμανσης επιθεώρησης → προ-ένωσης και αφαίρεσης σκουριάς → της επιθεώρησης συγκόλλησης → πιάτων → απεργίας μαξιλαριών και τόξων συγκόλλησης
1. Πρίν ενώνει στενά, ελέγξτε τη γωνία αυλακιού, αμβλύνετε την άκρη, δημιουργήστε άνοιγμα και αντισταθμίστε το ποσό, και αφαιρέστε τα σημεία σκουριάς, τους λεκέδες πετρελαίου, τις κλίμακες οξειδίων σιδήρου, κ.λπ. στο αυλάκι και και στις δύο πλευρές.
2. Προθερμάνετε. Πρίν ενώνει στενά, χρησιμοποιήστε τη συγκόλληση αερίου ή ένα ειδικό πυροβόλο όπλο ψησίματος για να θερμάνετε ομοιόμορφα το αυλάκι και το βασικό μέταλλο μέσα σε 100mm και στις πλευρές, και να μετρήσετε τη θερμοκρασία με ένα θερμόμετρο επιφάνειας για να αποτρέψει τη θερμοκρασία από την μη κάλυψη των απαιτήσεων ή της τοπικής οξείδωσης της επιφάνειας, και προθερμάνετε τη θερμοκρασία.
3. Επανελέγξτε τη θερμοκρασία προθέρμανσης, εάν η θερμοκρασία δεν είναι αρκετή, αυτό πρέπει να θερμαθεί εκ νέου για να το κάνει να καλύψει τις απαιτήσεις.
4. Κατά εγκατάσταση του υποστηρίζοντας πιάτου συγκόλλησης και του εντυπωσιακού πιάτου τόξων, την απαιτήσεις καθαρότητας επιφάνειας είναι οι ίδιες με την επιφάνεια αυλακιού. Το υποστηρίζοντας πιάτο και το βασικό μέταλλο πρέπει να συνδεθούν πολύ, και το εντυπωσιακό πιάτο τόξων και το βασικό μέταλλο πρέπει να ενωθούν στενά σταθερά.
5. Ένωση: Η χάντρα συγκόλλησης του πρώτου στρώματος πρέπει να σφραγίσει τη σύνδεση μεταξύ του βασικού μετάλλου και του υποστηρίζοντας πιάτου στο αυλάκι, και να συσσωρεύσει έπειτα το στρώμα συγκόλλησης από το στρώμα έως ότου γεμίζουν το αυλάκι. Αφότου ολοκληρώνεται κάθε ραφή συγκόλλησης, η σκουριά και spatter συγκόλλησης πρέπει να αφαιρεθούν. Εάν υπάρχουν ατέλειες ένωσης, πρέπει να αφαιρεθούν και να επισκευαστούν εγκαίρως.
6. Μια ένωση πρέπει να ενωθεί στενά συνεχώς. Εάν τη συγκόλληση σταματούν στα μισά του δρόμου ως τελευταία λύση, πρέπει να αντιμετωπιστεί με τη συντήρηση θερμότητας και να επιβραδύνει την ψύξη. Πρίν επαν-ενώνει στενά, πρέπει να θερμαθεί εκ νέου σύμφωνα με τους κανονισμούς.
7. Τη συγκόλληση πρέπει να σταματήσουν σε περίπτωση βροχής ή χιονιού, και πρέπει να υπάρξουν αλεξήνεμα και θόλοι γύρω από και επάνω από τις ενώσεις συγκόλλησης των συστατικών. Τη συγκόλληση πρέπει να σταματήσουν όταν η ταχύτητα ανέμου είναι μεγαλύτερη από 5m/s. Όταν η περιβαλλοντική θερμοκρασία είναι χαμηλότερη από μηδέν, η προθέρμανση και τα post-heating μέτρα πρέπει να ληφθούν σύμφωνα με τους κανονισμούς.
8. Ο δομικός χάλυβας άνθρακα πρέπει να δροσιστεί στην περιβαλλοντική θερμοκρασία στη συγκόλληση, και ο low-alloy δομικός χάλυβας πρέπει να εξεταστεί για την ανίχνευση ρωγμών συγκόλλησης 24 ώρες μετά το πέρας.
9. Οι οξυγονοκολλητές και οι επιθεωρητές πρέπει να συμπληρώσουν τη μορφή αρχείων εργασίας προσεκτικά.
Παράμετροι ακολουθίας και διαδικασίας συγκόλλησης για τις χαρακτηριστικές ενώσεις
1. Όταν οι ανώτερες και χαμηλότερες στήλες χωρίς lugs ενώνονται στενά symmetrically στο 1/3 του πάχους πιάτων από δύο οξυγονοκολλητές και στις δύο πλευρές, κόψτε lugs.
2. Κατόπιν δύο οξυγονοκολλητές ενώνουν στενά symmetrically στο 1/3 του πάχους πιάτων και στις δύο πλευρές στην πλευρά του πιάτου αυτιών περικοπών.
3. Δύο οξυγονοκολλητές θα είναι αρμόδιοι για τη συγκόλληση των δύο παρακείμενων πλευρών αντίστοιχα.
4. Οι ενώσεις της χάντρας συγκόλλησης μεταξύ κάθε δύο στρωμάτων πρέπει να τρικλιστούν μεταξύ τους. Οι ενώσεις χαντρών συγκόλλησης που ενώνονται στενά από δύο οξυγονοκολλητές πρέπει επίσης να δώσουν προσοχή στο staggeredness κάθε στρώματος. Κατά τη διάρκεια της διαδικασίας συγκόλλησης, προσοχή πρέπει να δοθεί στην ανίχνευση της θερμοκρασίας μεταξύ των στρωμάτων.
5. Παράμετροι διαδικασίας συγκόλλησης:
Το αέριο του CO2 προστάτευσε τη συγκόλληση: διάμετρος Φ1.2mm, τρέχον 280~320A, ταχύτητα 350~450mm/min καλωδίων ένωσης
Μήκος επέκτασης καλωδίων: περίπου 20mm, ροή 25~80L/min αερίου,
Τάση 29~34V, θερμοκρασία 120~150℃ ενδιάμεσων στρωμάτων
Τύπος συγκόλλησης
1. Συγκόλληση τόξων ηλεκτροδίων:
Αρχή - μέθοδος συγκόλλησης τόξων για με ένα χειροποίητο ηλεκτρόδιο. Χρησιμοποιώντας το σταθερό καίγοντας τόξο που καθιερώνεται μεταξύ του ηλεκτροδίου και weldment, το ηλεκτρόδιο και weldment λειώνουν για να λάβουν μια ενωμένη στενά εταιρία ένωση. Ανήκει στην κοινή προστασία αέριο-σκουριάς.
Κύρια χαρακτηριστικά γνωρίσματα - εύκαμπτη λειτουργία χαμηλές απαιτήσεις συνελεύσεων για την ένωση που ενώνεται στενά ευρύ φάσμα των weldable υλικών μετάλλων χαμηλή παραγωγικότητα συγκόλλησης ισχυρή εξάρτηση στην ποιότητα συγκόλλησης (ανάλογα με τις την επιτόπια απόδοση του οξυγονοκολλητή λειτουργούσες δεξιότητες και).
Εφαρμογή - που χρησιμοποιείται ευρέως στη ναυπηγική, τους λέβητες και τα δοχεία πίεσης, την κατασκευή μηχανημάτων, τις δομές κτηρίου, το χημικό εξοπλισμό και άλλες κατασκευή και βιομηχανίες συντήρησης. Είναι κατάλληλο για τη συγκόλληση των διάφορων υλικών μετάλλων, των διάφορων παχών και των διάφορων δομικών μορφών (στις ανωτέρω βιομηχανίες).
2. Ηλεκτροσυγκόλληση δια της μεθόδου του καταβυθιζομένου βολταη!κού τόξου (αυτόματη συγκόλληση):
Αρχή - τα εγκαύματα τόξων κάτω από το στρώμα ροής. Οι συγκολλήσεις διαμορφώνονται με την τήξη του καλωδίου, του συλλιπάσματος και του βασικού μετάλλου (συγκόλληση) χρησιμοποιώντας τη θερμότητα που παράγεται από το τόξο που καίει μεταξύ του καλωδίου και weldment. Προστασία σκουριάς.
Κύρια χαρακτηριστικά γνωρίσματα - υψηλή παραγωγικότητα συγκόλλησης υψηλή ποιότητα συγκόλλησης χαμηλό κόστος συγκόλλησης καλοί όροι εργασίας δύσκολος να ενώσει στενά στο διάστημα υψηλές απαιτήσεις για την ποιότητα συνελεύσεων ένωσης κακός) και σύντομες συγκολλήσεις.
Εφαρμογή - που χρησιμοποιείται ευρέως στη ναυπηγική, τους λέβητες, τις γέφυρες, τα ανυψωτικά μηχανήματα και τη μεταλλουργική κατασκευή μηχανημάτων. Η ηλεκτροσυγκόλληση δια της μεθόδου του καταβυθιζομένου βολταη!κού τόξου μπορεί να χρησιμοποιηθεί για οποιοδήποτε weldment όπου η συγκόλληση μπορεί να κρατηθεί σε μια οριζόντια θέση ή με μια μικρή γωνία κλίσης. Το πάχος του πιάτου πρέπει να είναι μεγαλύτερο από 5 χιλ. (αντι-έγκαυμα κατευθείαν). Δομικός χάλυβας άνθρακα συγκόλλησης, χαμηλός δομικός χάλυβας κραμάτων, ανοξείδωτο, ανθεκτικός στη θερμότητα χάλυβας, σύνθετος χάλυβας, κ.λπ.
3. Το αέριο διοξειδίου του άνθρακα προστάτευσε τη συγκόλληση (αυτόματη ή ημιαυτόματη συγκόλληση):
Αρχή: Μια λειωμένη μέθοδος συγκόλλησης τόξων ηλεκτροδίων που χρησιμοποιεί το διοξείδιο του άνθρακα ως αέριο προστατευτικών καλυμμάτων. Προστασία αερίου.
Κύρια χαρακτηριστικά γνωρίσματα - υψηλή παραγωγικότητα συγκόλλησης χαμηλό κόστος συγκόλλησης μικρή παραμόρφωση συγκόλλησης (συγκεντρωμένη θέρμανση τόξων) υψηλή ποιότητα συγκόλλησης απλή λειτουργία υψηλό spatter ποσοστό δύσκολος να ενώσει στενά με τη δύναμη εναλλασσόμενου ρεύματος φτωχή αντίσταση αέρα Μέταλλο.
Εφαρμογή - κυρίως ενώνοντας στενά χάλυβας χαμηλού άνθρακα και χαμηλός χάλυβας κραμάτων. Διαθέσιμος στα διάφορα πάχη. Ευρέως χρησιμοποιημένος στην αυτοκινητική κατασκευή, την κατασκευή ατμομηχανών και οχημάτων, τα χημικά μηχανήματα, τα γεωργικά μηχανήματα, τα εξάγοντας μηχανήματα και άλλα τμήματα.
4. MIG/MAG συγκόλληση (που λειώνει το εξαιρετικά αδρανές αέριο/την ενεργό προστατευμένη αέριο συγκόλληση):
MIG αρχή συγκόλλησης - μια μέθοδος συγκόλλησης τόξων που χρησιμοποιεί το αδρανές αέριο ως αέριο προστατευτικών καλυμμάτων και το καλώδιο συγκόλλησης ως λειώνοντας ηλεκτρόδιο.
Το αέριο προστατευτικών καλυμμάτων είναι συνήθως αργό ή ήλιο ή ένα μίγμα επ' αυτού. MIG χρησιμοποιεί το αδρανές αέριο, και το MAG προσθέτει ένα ενεργό αέριο μικρού ποσού, όπως το οξυγόνο, το διοξείδιο του άνθρακα, κ.λπ., στο αδρανές αέριο.
Κύρια χαρακτηριστικά γνωρίσματα - υψηλή ποιότητα συγκόλλησης υψηλή παραγωγικότητα συγκόλλησης καμία αναγωγή και dehydrogenation αντίδραση (εύκολες να διαμορφώσουν τις ατέλειες συγκόλλησης, ειδικά τις ακριβείς απαιτήσεις για τον καθαρισμό επιφάνειας των υλικών συγκόλλησης) φτωχή αντίσταση αέρα σύνθετος εξοπλισμός συγκόλλησης.
Εφαρμογή - μπορεί να ενώσει στενά σχεδόν όλα τα υλικά μετάλλων, που χρησιμοποιούνται κυρίως για τη συγκόλληση των μη σιδηρούχων μετάλλων και των κραμάτων τους, του ανοξείδωτου και μερικών χαλύβων κραμάτων (πάρα πολύ ακριβών). Το λεπτύτερο πάχος είναι περίπου 1 χιλ., και το μέγιστο πάχος είναι βασικά απεριόριστο.
5. TIG συγκόλληση (προστατευμένη συγκόλληση αδρανούς αερίου βολφραμίου)
Αρχή - κάτω από την προστασία του αδρανούς αερίου, το τόξο που παράγονται μεταξύ του ηλεκτροδίου βολφραμίου και weldment χρησιμοποιούνται για να λειώσουν το βασικό μέταλλο και το καλώδιο υλικών πληρώσεως (ή χωρίς καλώδιο υλικών πληρώσεως) για να διαμορφώσουν τη μέθοδο συγκόλλησης της συγκόλλησης. Τα ηλεκτρόδια δεν λειώνουν κατά τη διάρκεια της συγκόλλησης.
Κύρια χαρακτηριστικά γνωρίσματα - ισχυρή προσαρμοστικότητα (σταθερό τόξο, κανένα spatter) χαμηλή παραγωγικότητα συγκόλλησης (το ηλεκτρόδιο βολφραμίου έχει τη φτωχή ικανότητα τρέχων-μεταφοράς (τήξη ηλεκτροδίων αντι-βολφραμίου και εξάτμιση, ραφή συγκόλλησης αντι-βολφραμίου)) υψηλό κόστος παραγωγής.
Εφαρμογή - σχεδόν όλα τα υλικά μετάλλων μπορούν να ενωθούν στενά, συνήθως χρησιμοποιημένος για το ανοξείδωτο συγκόλλησης, τα υψηλής θερμοκρασίας κράματα, το αργίλιο, το μαγνήσιο, το τιτάνιο και τα κράματα, τα πυρίμαχα ενεργά μέταλλα (ζιρκόνιο, ταντάλιο, μολυβδαίνιο, νιόβιο, κ.λπ.) και isobell τα μέταλλά τους. Το πάχος συγκόλλησης είναι γενικά λιγότερο από 6 χιλ., ή η κατώτατη συγκόλληση των παχιών μερών. Η χρησιμοποίηση ενός small-angle αυλακιού (στενή τεχνολογία αυλακιού) μπορεί να πραγματοποιήσει την αυτόματη TIG συγκόλληση των στενών χασμάτων με ένα πάχος περισσότερο από 90mm.
![]()
Συνιστώμενα προϊόντα